放電加工(EDM)
放電加工(EDM)について
東洋炭素では、放電加工用の黒鉛材料を幅広く取り揃えております。

幅広いグレードの放電加工(EDM)用グラファイト電極材を用意しており、荒加工用から仕上加工用まで対応しています。
EDM用グラファイト電極材は、プラスチック型、鋳造(ダイキャスト)型、鍛造型、プレス型等様々な金型の作製工程において放電加工用電極として、大型から精密小型のものまで広く活躍しています。
銅電極と比較して、切削性に優れバリ等が発生せず、切削・放電加工両面で速度向上が可能です。
当社が開発したTTKグレードは、ミクロンオーダーの超微粒子構造が特徴です。 そのため、電極切削加工・ワイヤ放電加工・型彫放電加工において優れた性能を発揮します。 また、従来のグラファイト材では成しえなかったシャープエッジ・電極消耗量の低減・放電面粗度 および面精度の向上が実現可能となりました。
そして新たなラインナップとして対超硬合金用銅グラファイト材料(ISEM-43C)を開発、2022年より発売開始しました。当社従来材に比べ、放電加工における消耗差が少なく、安定した加工に優れています。 また、銅の優れた放電加工性能と、グラファイトの快削性の両方を兼ね備えています。
EDM用グラファイト電極材は、金型製造から部品加工分野まで幅広い市場において、コストダウンや品質向上だけでなくリードタイム短縮にも大いに貢献できる材料です。
特徴
- 軽量である
- 切削性がよく加工速度が向上
- バリが発生しない
- 超精密加工が可能
- 超微細加工が可能
グラファイト電極のメリット(銅との比較)

電極切削加工時のメリット
1.バリ発生なし
グラファイト切削時にはバリが発生せず、銅で必要なバリ取りの作業が不要。そのため自動化も可能。
2.加工時間の短縮
グラファイトは切削性が良く、銅と比較すると、切削抵抗は1/5~1/10程度で加工時間が短縮できる。
また、小径エンドミルで加工でき一体化電極の製作が可能。
3.軽量でハンドリング性が良い
グラファイトの重量は銅の約1/5と軽く、ハンドリングしやすい。
4.微細形状加工が可能
グラファイトは銅よりも切削抵抗が小さく、残留応力の発生を抑制できるため、微細形状でも変形しにくい。
放電加工時のメリット
1.加工時間短縮
グラファイトは耐熱性に優れ、銅よりも大電流を流すことが出来るため、加工時間が30~50%以上短縮できる。
2.低消耗
グラファイトは優れた耐熱性があり、放電時の温度による消耗が銅に比べ少ない。
3.電極一体化による放電時間の短縮
一体電極で加工できるグラファイトは、分割電極の銅に比べ放電加工時間の短縮が可能。
4.熱変形が少ない
グラファイトの線膨張係数は銅の約1/4と小さく、熱による形状変形が少なく、寸法精度に優れている。
超緻密・精密電極用グラファイト材料 TTKシリーズ
- 超精密ピン φ0.05mmの微細なストレートピンで曲がらない
- 電極加工時間の短縮 Grの切削抵抗は金属の1/5のため短時間で切削加工可能
- バリが発生しない 切削加工時にバリが発生しないため、切削加工後すぐにEDMに使用できる
- 熱変形しにくい 金属のように切削抵抗やEDM時の熱により電極が曲がらないため、精度の良いEDM加工が可能

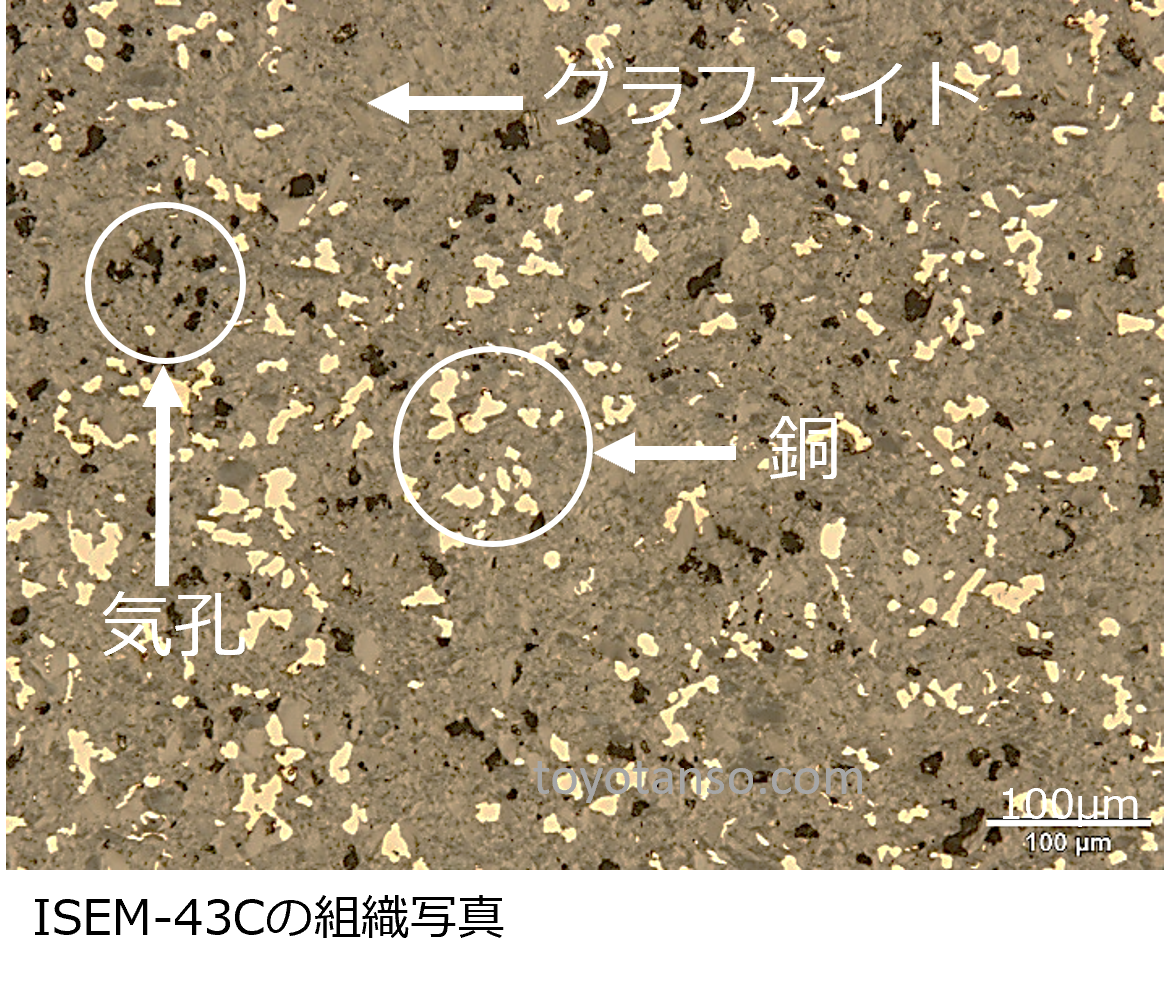
新製品のご紹介 超硬合金用銅グラファイト材料 (ISEM-43C )
超硬合金用銅グラファイト材料(ISEM-43C)は、等方性黒鉛の気孔に銅を含浸した複合材料です。
 2022年8月24日_日刊工業掲載記事.pdf
2022年8月24日_日刊工業掲載記事.pdf
特徴
銅タングステン電極と比べ、以下の特長があります。

代表特性
| Grade | かさ密度 | 硬さ | 電気抵抗率 | 曲げ強さ | 熱伝導率 | 線熱膨張率 |
|---|---|---|---|---|---|---|
| g/cm3 | HSD | µΩ・m | MPa | W/(m・K) | 10-6/K | |
| ISEM-43C | 2.75 | 52 | 2.2 | 75 | 187 | 5.5 |
| TTK-55 (当社Gr材) |
1.80 | 73 | 15.3 | 63 | 86 | 5.6 |
| TTK-5 (当社Gr材) |
1.78 | 80 | 15.5 | 80 | 80 | 5.7 |
当社EDM用黒鉛材ラインナップ
東洋炭素ではお客様の様々なニーズに応えるため粗加工用から精密加工用まで幅広いEDM材をご用意しております。

EDM材特性評価(代表材特性値)
EDM材特性評価(代表材特性値)
材質 組織写真 かさ密度(Mg/m3) ISEM-8 1.78 63 ISO-63 1.78 1.78 1.77 18.0
硬さ(HSD)
電気抵抗率(μΩm)

13.4

76
15.0
TTK-5

80
15.5
TTK-9

90
1.上記数値は代表特性であり、保証値ではありません。
2.サイズについては特性表をご確認ください。
超硬合金放電加工における比較
| 電極材料 | 切削加工特性 | 放電加工特性 | その他 | ||||
|---|---|---|---|---|---|---|---|
| 切削性 | バリ処理 | 工具費 | 放電加工 速度 |
電極消耗 | 面粗度 | 材料コスト | |
| 銅グラファイト ISEM-43C |
◎ | ◎ | 〇 | ◎ | 〇 | 〇 | |
| 銅タングステン CuW |
× | × | × | ◎ | ◎ | × | |
| グラファイト Gr |
◎ | ◎ | 〇 | × | × | ◎ | |

 YouTube Channel
YouTube Channel
 ライブラリー
ライブラリー
 炭素用語解説
炭素用語解説
 炭素入門
炭素入門



